1、送料的速度過快而彈簧不太靈敏。
2、沖壓板材的卸料力大于彈簧力。
3、長期使用模具導致模具的彈簧受損疲勞或斷裂
4、模套與模芯上下沖壓時阻力過大無潤滑。
5、上下模具刀口鈍化使推料力大于退料力。
6、上模刀口沖壓時下得過深。
7、沖壓模具間隙不對,沖壓過后的廢料反彈。
8、沖壓過后材料的粉屑積壓在上模卸料板上。
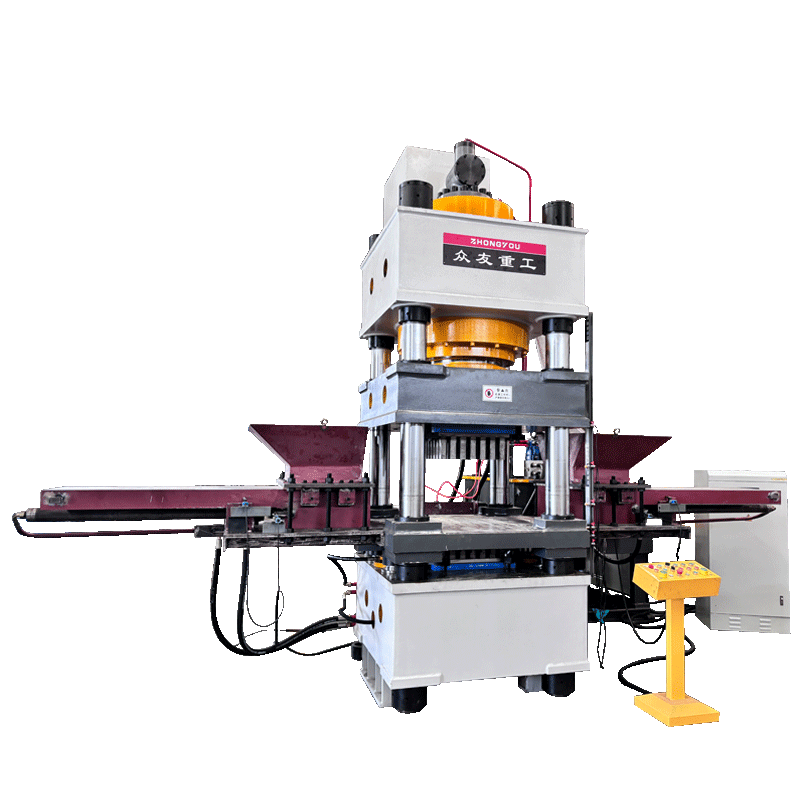
防止粉末成型液壓機模具帶料的方法:定期檢查彈簧如果有損壞或斷裂需換彈簧,調節模具沖壓的高度,使沖頭閉合時,沖頭沖穿板材下至1~2mm,定期給模套和模芯加潤滑油,檢查上下模具的間隙,及研磨上下模具的刀口,定期清理模具的清潔。